How are rotary positive displacement blowers used in pneumatic conveying?
What are PD Blowers?
Rotary positive displacement blowers, a.k.a. PD blowers, are a constant volume device that employ lobe impellers (often times referred to as rotors) rotating in opposite directions within a blower housing closed at the ends by end plates and traps a certain volume of air or gas that then discharges or forces it out against the system pressure.
Gas flows from high pressure to low pressure. Blowers create differential pressure so they can be used to transport air or gas from one location to another. The discharge pressure of the blower needs to be higher than the system pressure if flow is to be established.
What purpose do PD blowers serve in pneumatic conveying applications in multiple industries?
Rotary positive displacement blowers are used in a wide variety of applications. One of the most common applications is pneumatic conveying found in many industries including the following:
- Food & beverage
- Plastics
- Chemical
- Power & energy
A pneumatic conveying system is a conventional material handling system like a belt conveyor or chain conveyor and one of the most common methods of transferring bulk materials within process plants. These materials may include flour, whole grains, pet food, plastic pellets, granules, fly ash, etc.
A very wide range of materials can be handled and they are completely enclosed by the system and pipeline. If required, pneumatic conveying systems can operate entirely without moving parts coming into contact with the conveyed material. A typical pneumatic conveying system comprises four basic units:
- Air mover (blower)
- Feeder (hopper or silos)
- Closed conveying pipeline loop
- Filtration unit
The airflow is created by a pressure differential that provides the energy needed to move materials along a pipeline. The blower changes the air pressure, creating either pressure or vacuum. By controlling the pressure or vacuum and airflow inside the system, the system can successfully transfer materials.
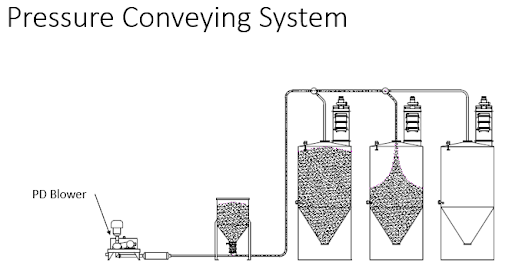
A pressure conveying system is when the positive displacement blower is located at the front end of the pneumatic conveying system and produces a higher pressure at the start of the system, pushing the air and the material through to the destination point. This is sometimes also referred to as a push system.
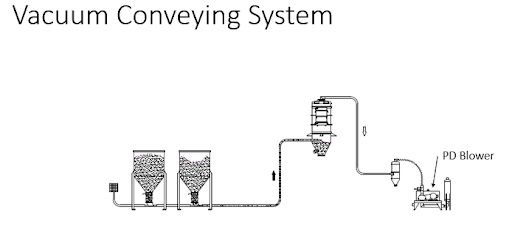
A vacuum conveying system is when the positive displacement blower is located at the end of the system and the material is pulled with the air through the conveying line toward the destination point. This is sometimes also referred to as a pull system. In combination conveying, a vacuum blower is used to offload rail cars and a pressure blower to feed storage silos.
Pressure systems are more efficient. Maximum pressure drop is limited by the blower; not the Earth’s atmosphere. Therefore, it is easier to achieve higher pressure drop (and higher rates) in a pressure system. Vacuum systems are less efficient. Maximum pressure drop is between atmospheric pressure and absolute vacuum. Overall conveying line lengths are longer in pressure systems versus vacuum systems.
There are three different pneumatic conveying phases: dilute, dense and semi-dense.
- Dilute phase involves lifting the conveyed material in complete suspension and pushing through the pipe where the conveying takes place at a high velocity above the saltation velocity of the material. Dilute phase is best suited when abrasion or degradation are not a concern with the material. Positive displacement rotary lobe blowers are the most common blower used for dilute phase conveying.
- Dense phase involves slug or plugs of material moving within the pipeline and at slower velocities especially for material that is either abrasive or can be easily damaged.
- Semi-dense conveying involves material conveyed at medium velocity with not all of the material being suspended.
In dilute phase positive pressure systems, required blower pressures operate below 15 PSIG, particle velocities in the 4,000-8,000 FPM range and the material must be able to handle the higher velocities. In dense phase positive pressure systems, material flows in slugs with pockets of compressed air above 15 PSIG, particle velocities can be as low as 400-1,000 FPM and used for products not able to handle higher velocities due to product deterioration or extreme wear. In dilute phase vacuum conveying, vacuum pressures up to 24” Hg and smaller piping is used with particle velocities around 2,000 FPM, lower product flows and often used inside the facilities to convey product to work stations.
What are the benefits of PD blowers in pneumatic conveying?
The use of positive displacement blowers in pneumatic conveying provides efficient transfer of dry bulk material from point to point at varying pressures and vacuum levels. Bulk material is transferred from railroad cars, trucks, ships to vats, hoppers and bins. Dry bulk material can be moved within a facility by either mechanically (conveyor belts or vibratory) or pneumatically. Pneumatic conveying systems involve fewer mechanical parts and failures.
Protecting PD blowers during operation
There are a number of protective devices that can be utilized to protect the positive displacement blowers during operation. These include mechanical relief valves, swing check valves, temperature switches, pressure and vacuum switches, pressure and vacuum gauges, inlet air filtration, inlet and discharge silencers and a good quality full synthetic oil.
A mechanical relief valve is the most commonly used protective device. The set point of the relief valve should be set such that the set point is equal to or less than the maximum allowable pressure of the blower. The best solution to a set point is to set it to within 1 PSI or 2 PSI of the maximum expected process pressure. A vacuum relief valve should be set within 1” Hg to 2” Hg of the set point. A relief valve is not a control valve.
Swing check valves allow forward flow of a fluid or gas and prevent reverse flow of material from entering the blower when the process flow stops.
Pressure and vacuum gauges are important instrumentation devices to monitor performance of the blower unit as well as the system in which the blower is installed. Liquid filled gauges are highly recommended to dampen vibration. Typical ranges for blower applications are 0-15 PSIG and 0-30 PSIG rated for 150°F. Vacuum gauges are typically rated from 30-0”Hg.
A discharge temperature switch is a good safety device for constant inlet temperature conditions. The temperature switch protects the blower systems from excessive temperature rise due to over-pressurization.
Pressure switches can provide protection to the blower from excessive discharge pressure if installed in the discharge line.
A vacuum switch can be used on the vacuum side of the system in the same manner as the discharge pressure switch.
A differential pressure switch monitors the difference between the blower inlet and discharge pressure. The set point of the switch can be set so that the maximum allowable pressure differential is not exceeded for the blower. If the set point is exceeded, the blower can be shut down.
A differential temperature switch is one of the best protective devices for a rotary positive displacement blower. A RTD (resistance temperature detector) is installed on the inlet side and discharge side of the blower. The blower is protected if the inlet air filter is clogged or the discharge pressure is greater than anticipated.
Inlet air filtration of the inlet gas stream is important for protecting the blower. Inlet filters are available for both pressure and vacuum applications. Clogged air filters can significantly increase motor amp draw and cause damage to the blower. Filters can be fitted with devices such as a pressure drop indicator or differential pressure gauge that can visually indicate when the filter should be changed.
Silencers help reduce the noise and magnitude of the pressure pulses inside the blower that can be harmful to surrounding equipment and personnel downstream of the blower.
Proper lubrication is a very important component of a blower system. Synthetic oils cover a wide range of operating parameters and typically offer longer life and fewer oil changes over mineral based oils.